 Заготовка и обработка прополиса — одно из доходных направлений пчеловодства, которое повышает комплексность использования пчелиных семей. В ФГОУ ВПО «Рязанский государственный агротехнологический университет им. П.А.Костычева» (РГАТУ) разработана технология выделения чистого прополиса, включающая следующие операции: охлаждение сырья для придания хрупких свойств; его измельчение; рассев измельченной прополисной массы; пневмосепарирование ее фракций для выделения примесей; подогрев очищенного прополиса с целью образования пластичных свойств; прессование в брикеты для придания продукту товарного вида.
Заготовка и обработка прополиса — одно из доходных направлений пчеловодства, которое повышает комплексность использования пчелиных семей. В ФГОУ ВПО «Рязанский государственный агротехнологический университет им. П.А.Костычева» (РГАТУ) разработана технология выделения чистого прополиса, включающая следующие операции: охлаждение сырья для придания хрупких свойств; его измельчение; рассев измельченной прополисной массы; пневмосепарирование ее фракций для выделения примесей; подогрев очищенного прополиса с целью образования пластичных свойств; прессование в брикеты для придания продукту товарного вида.
Новизна описанной технологии подтверждена патентами Российской Федерации на полезную модель №№ 56786 и 86529.
Обрабатывают прополис на специальной линии.
Сырье, получаемое от заготовителей, помещают в морозильную камеру, где оно охлаждается от –5 до –10°С и становится хрупким. Охлажденный материал загружают в молотковую центрифугу-дробилку и измельчают до порошкообразного состояния. После этого измельченный прополис подают в аспирационный канал пневмосепаратора, где он очищается в воздушном потоке со скоростью 0,5–2 м/с. Далее продукт для улучшения пластических свойств нагревают в термошкафу. Прогретый прополис загружают в бункер, откуда он поступает в рабочую зону формующего вальцового пресса. При вращении вальцов навстречу друг другу объем подаваемого материала в прессующих ячейках уменьшается, в результате формируются брикеты.
Использование пневмосепаратора для очистки прополиса позволяет получать продукт, отвечающий требованиям ГОСТ 28886–90. Примесь воска в нем не превышает 10%.
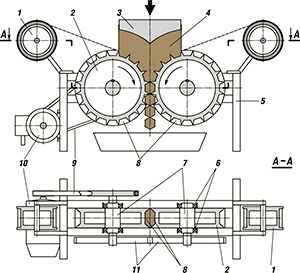 Одна из сложных операций данной технологии — непрерывное прессование прополиса в брикеты. С этой целью разработан вальцовый пресс (рис.).
Одна из сложных операций данной технологии — непрерывное прессование прополиса в брикеты. С этой целью разработан вальцовый пресс (рис.).
Пресс состоит из металлической рамы 5, на которой установлены четыре подшипниковые опоры 6 с вращающимися в них валами 7 формующих вальцов 2. На их цилиндрических поверхностях расположены прессующие ячейки 8. Бобины 1, установленные на раме в одной плоскости с формующими вальцами, служат для наматывания полос пленки и ее подачи на цилиндрическую поверхность формующих вальцов. Привод осуществляется через цепную передачу 9 от мотор-редуктора 10. Встречное вращение вальцов обеспечивают приводные шестерни 11. Устройство оснащено системой подачи прессуемого материала, состоящее из бункера 4 и подпрессовщика 3. Боковые стенки бункера охватывают прессующие вальцы с торцевых сторон, что исключает просыпание материала при подаче в зону прессования.
Вальцовый пресс работает следующим образом. Вальцы, вращаясь навстречу друг другу, захватывают прополис рабочими гранями, и он попадает в клиновую зону прессования, где спрессовывается в брикеты. Поверхность вальца представляет собой разборную матрицу, состоящую из шестерни с перегородками и двух боковин. Данные элементы образуют ячейки в форме четырехугольной усеченной пирамиды.
В ходе рабочего процесса возможно налипание прополиса на поверхность вальцов. Во избежание этого предусмотрена подача пленки на их поверхность.
Еще одна особенность пресса заключается в том, что нами предложена конструкция разборного вальца, так как выполнить ячейки в виде четырехугольной усеченной пирамиды очень трудно. Она состоит из шестерни с перегородками и двух боковин. Последние предусматривают возможность наклонить стенки под углом, бóльшим, чем угол трения прополиса о грани вальца. Это обеспечивает свободное выпадение брикета под силой собственной тяжести. Брикеты пригодны для хранения, фасовки и транспортировки.
Применение формующего вальцового пресса в линии обработки прополиса позволяет объединить ручные операции порционирования и прессования в один полуавтоматический процесс. В результате повышается производительность и снижается трудоемкость обработки прополиса.
В ходе испытаний вальцового пресса установлены следующие конструктивно-технологические характеристики: диаметр вальца — 270 мм; ширина вальца — 30 мм; число ячеек на вальце — 40 шт.; производительность — 72 кг/ч; мощность электродвигателя — 0,5 кВт; давление прессования — 6,4 МПа; плотность брикетов — 1120–1170 кг/м3; масса брикета — 4–5 г; частота вращения прессующего вальца — 8 об/мин; температура сырья при прессовании — 25°С.
Линию обработки прополиса необходимо комплектовать морозильной камерой, устройством для измельчения продукта при минусовых температурах, пневмосепаратором, нагревательной камерой и формующим вальцовым прессом.
В.Ф.НЕКРАШЕВИЧ,
доктор технических наук, профессор,
М.В.ЧУРСИНОВ,
кандидат технических наук,
С.В.НЕКРАШЕВИЧ,
кандидат технических наук,
Т.Н.ЩИПАЧЁВ, аспирант
Рязанский ГАТУ им. П.А.Костычева
- ВКонтакте
- РћРТвЂВВВВВВВВнокласснРСвЂВВВВВВВВРєРСвЂВВВВВВВВ
Анализ акустического шума пчелиной семьи…
нояб 20, 2016
Технология содержания пчел в КФХ «Донник…
окт 26, 2022
Холодный отжим забруса…
мая 19, 2022
Селекционные признаки пчел…
авг 9, 2023
Откажемся от лекарств
фев 5, 2015
Минеральный состав гемолимфы расплода пр…
апр 20, 2022
Сокровища цветочной пыльцы …
янв 6, 2023
Забытый метод для многокорпусного улья…
март 29, 2022
Резонанс в сосновом дупле…
нояб 21, 2017
Защитим себя от жал
апр 12, 2023
Облитерирующий эндартериит: апи+фито…
июнь 25, 2015
Хозяйственно полезные признаки забайкаль…
окт 11, 2017
Качество воска
фев 27, 2024
Биофизические основы терморегуляции семь…
фев 10, 2014
Формирование липовых насаждений…
дек 26, 2017








 Адрес редакции журнала "Пчеловодство":
Адрес редакции журнала "Пчеловодство":



