Срезание забруса — трудоемкий процесс, требующий определенного навыка и соблюдения технологии.
После распечатывания сотов игольчатыми вилкой или катком края ячеек становятся рваными, «лохматыми». Пчелам приходится их выравнивать.
Пчеловодные ножи не режут соты без нагрева. Но, будучи тонкими (1–1,5 мм), очень быстро остывают, особенно при контакте с воском и медом.
После распечатывания паровым ножом края ячеек оплавляются, поэтому пчелы их очень плохо отстраивают, сот становится неровным. К тому же получение пара может быть опасным.
Всероссийский научно-исследовательский институт электрификации сельского хозяйства (ВИЭСХ) предлагает электроножи ЭН-1, ЭН-2 и ЭН-3 (ж-л «Пчеловодство» № 5, 1999 и № 4, 2000), с помощью которых можно значительно упростить распечатывание сотов. Существуют также компактные, производительные электромеханические установки типа «Mineli» (г. Крагувац, Сербия). Рамку в них подают вручную между двумя вращающимися валами, поверхности которых покрыты пластинами-ножами, срезающими забрус с обеих сторон медового сота. Электрические устройства в несколько раз повышают производительность труда на стационарных пасеках, но неприемлемы на кочевых из-за отсутствия напряжения.
На небольших любительских пасеках применение сложных, дорогих инструментов и приспособлений не окупается. Пчеловоды ищут пути улучшения технологии распечатывания сотов простыми, дешевыми способами, дорабатывают промышленные и изобретают свои (ж-л «Пчеловодство» № 2, 1992; № 1, 1998; и др.).
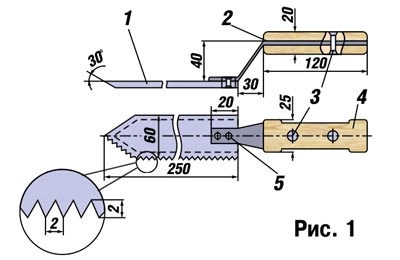
Чтобы избежать брака при распечатывании сотов, сделал пасечный нож (рис.1), основное отличие которого от промышленных заключается в размерах. Полотно 1 изготовил из обломка автомобильной рессоры толщиной 6–8 мм, длиной 250 мм, шириной 60 мм. Собрал ручку 2 и склепал заклепками 3 и 5. Накладки 4 могут быть из пластика или дерева. Контур ножа и фаски (30°) сделал по разметке на наждачном круге. Произвел термообработку НRСЭ 50–55. Зубья нарезал отрезным кругом по металлу.
 Использую в работе два ножа. Одним распечатываю сот, а другой греется в высоком котелке с кипящей водой. Одного нагретого ножа хватает на целую запечатанную рамку. Срезаю восковые крышечки без особого нажима, как бы подпиливая постепенно все запечатанные участки. Благодаря жесткости ножа его лезвие не углубляется в сот, снимая по возможности почти сухие крышечки, оставляя сот ровным.
Использую в работе два ножа. Одним распечатываю сот, а другой греется в высоком котелке с кипящей водой. Одного нагретого ножа хватает на целую запечатанную рамку. Срезаю восковые крышечки без особого нажима, как бы подпиливая постепенно все запечатанные участки. Благодаря жесткости ножа его лезвие не углубляется в сот, снимая по возможности почти сухие крышечки, оставляя сот ровным.
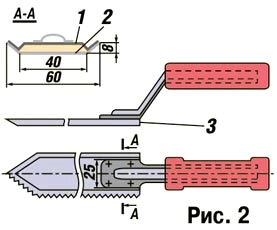
Считаю, что промышленность должна изготовлять ножи из нержавеющей стали толщиной 0,8 мм с термообработкой НКСЭ 50–55 единиц, остро заточенные с двух сторон, а с левой стороны имеющие мелкие зубья (рис. 2). Штампованные детали 1 и 2 нужно соединить с помощью точечной и шовной электросварки, а пустоту между ними заполнить сухим, мелким песком. Заднюю часть ножа для герметизации песка следует закрыть пластиной 3 из нержавеющей стали и пропаять. Получится легкий нож с низкой теплоотдачей. Будущее как раз за такими ножами.
Пчеловодам рекомендую не дожидаться будущего, а самим изготовить ножи по рис. 1, так как они прошли испытания. Их можно успешно применять на любых пасеках.
Е.А.КОРАБЛЕВ
г. Ульяновск
- ВКонтакте
- РћРТвЂВВВВВВВВнокласснРСвЂВВВВВВВВРєРСвЂВВВВВВВВ

Подсадка и замена маток…
июль 26, 2016
Целебные яства
нояб 15, 2017
Вывод маток в нуклеусах Рошфуса…
фев 22, 2023
Природный «пряник»
фев 11, 2015
Акклиматизация медоносной пчелы — эколог…
апр 13, 2015
Самодельное изготовление гравировальных …
фев 27, 2016
Антропогенные факторы в формировании емк…
дек 20, 2016
Репродукция неплодных маток среднерусско…
авг 9, 2014
Заглянем в будущее: воздушный транспорт …
фев 9, 2018
Подушка-кормушка и утепленный улей…
июнь 27, 2021
Действие йодохлорина на организм пчелы …
апр 12, 2015
Особенности климата в прошлом…
окт 23, 2016
Двухульевая система с общей маткой…
нояб 12, 2015
Свойства и состав меда…
окт 18, 2023
Фенолог В.А.Батманов пчеловодам Урала…
апр 18, 2017









 Адрес редакции журнала "Пчеловодство":
Адрес редакции журнала "Пчеловодство":



