

 Содержу пчел в трехкорпусных десятирамочных ульях. Обеспечив каждую семью тридцатью рамками, имею неограниченные возможности их применения.
Содержу пчел в трехкорпусных десятирамочных ульях. Обеспечив каждую семью тридцатью рамками, имею неограниченные возможности их применения.
Всегда можно выбрать 10–15 рамок высокого качества для гнезда, остальные, даже застроенные трутневыми ячейками, использую в магазинных корпусах. Самые худшие рамки (в пределах десяти штук) перетапливаю. При использовании на пасеки рамок одинакового размера, в них не бывает недостатка.
Семьи зимуют в двух корпусах, поэтому меня волновала проблема перехода пчел из нижнего в верхний. Бессотовый промежуток слабая семья преодолеть не в силах. Чтобы сократить его до минимума, делаю рамки с измененными верхними и нижними брусками. За три зимы изготовил семьсот штук. Кроме рамок каждую зиму мастерю 20–30 корпусов, 15–20 доньев, столько же крыш, пчелоудалителей, кормушек-перегородок, перегородок с пенопластовой прослойкой и внутриульевых, утепленных пенопластом снаружи, и другое оборудование.
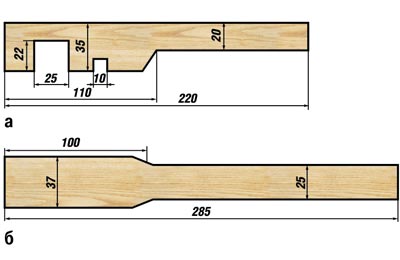
При разработке конструкции рамки поставил перед собой задачу — сохранить жесткость стандартной и ее основные размеры, однако высоту уменьшил на 10 мм. Причиной послужил просвет между сотом и нижним бруском. При наващивании рамок стандартной вощиной высотой 260 мм между ее нижним краем и нижним бруском остается просвет шириной более 10 мм. Пчелы застраивают это пространство только при сильном медосборе, когда нет свободных ячеек для размещения нектара и рамка находится во втором корпусе или выше.
Летом это никакого влияния на семью не оказывает, за исключением возможности обрыва сота при перевозке. А вот при зимовке в двух корпусах бессотовое пространство может стать непреодолимым для пчел. Чтобы не тратить время на поиск подходящей, полностью отстроенной рамки, просто уменьшил ее высоту на 10 мм. Корпуса изготовляю тоже на 10 мм ниже.
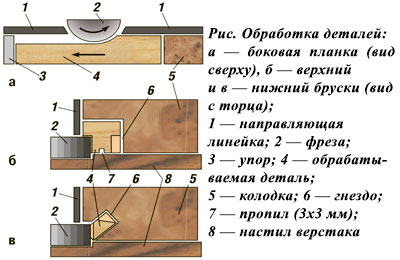
Для изменения профилей брусков рамок использую малогабаритный самодельный фрезерный станок с электродвигателем мощностью 1000 Вт и частотой вращения ротора 3000 об/мин. На вал ротора насадил насадку, в которой закрепил фрезу по металлу с победитовыми напайками, не требующую заточки.
Электродвигатель прочно прикрепил к стальному листу, зафиксированному на деревянном настиле верстака. Для регулировки глубины обработки, как и на всех деревообрабатывающих станках, применяю линейку из стального уголка.
Станок предназначен только для изготовления деталей рамок. Настроен он на глубину обработки 6 мм и высоту 12 мм. Это позволяет без дополнительной настройки делать как боковые планки рамок с постоянными разделителями (рис. а), так и верхние и нижние бруски с измененными профилями (рис. б и в).
Для обеспечения безопасности работы применяю специальные деревянные бруски-колодки. В них стамеской выдолбил гнезда, куда вставляю без дополнительного крепления заготовки деталей. Колодку с заготовкой прижимаю к направляющей линейке станка и продвигаю от упора до упора. Время обработки каждой детали занимает считанные секунды. Обрабатываю только средние две трети брусков: верхнего — Т-образно, нижнего — под углом.
Рамку с Т-образным верхним бруском легко захватывать одной рукой. Такой брусок не деформируется, подобно имеющему сквозную обработку. Плечики, как и пропил для вощины, выполняю циркулярной пилой.
В ульях, оснащенных такими рамками, находясь в зимовнике, во второй половине октября пчелы сильных и средних по силе семей, поджатые с боков вставными досками, выкучиваются над рамками нижнего корпуса. А при постановке верхнего корпуса с медом сразу заходят в него. При такой подготовке 100%-ная сохранность пчелиных семей зимой обеспечена.
А.А.КРИВОШЕЕВ
Читинская обл.

Устройство для оснащения рамок…
янв 3, 2017
Стеклянный шестигранник для секционного …
март 8, 2017
Забродивший мед — в ловушки…
июнь 23, 2017
Самодельный электроактиватор для получен…
июнь 20, 2016
Значение посещаемости пчелами медоносов…
мая 20, 2015
Паровоскотопка
сен 3, 2015
Ботаническое происхождение меда севера П…
мая 5, 2016
«Чистая неделя» в семье…
окт 12, 2015
Действие йодохлорина на организм пчелы …
апр 12, 2015
Интенсивная технология производства мато…
нояб 13, 2015
Ульи с тонкими стенками…
мая 17, 2014
Отбор пыльцы, прополиса и продуктивность…
июнь 14, 2014
Почему пчелы иногда меняют молодых маток…
авг 10, 2015
Весенние погодные аномалии и августовско…
фев 13, 2016
Лечебно-профилактическая апидобавка…
фев 25, 2015






 Адрес редакции журнала "Пчеловодство":
Адрес редакции журнала "Пчеловодство":



