 От того, насколько качественно проделаны отверстия для проволоки в боковых планках, зависят долговечность рамок и качество отстроенных сотов.
От того, насколько качественно проделаны отверстия для проволоки в боковых планках, зависят долговечность рамок и качество отстроенных сотов.
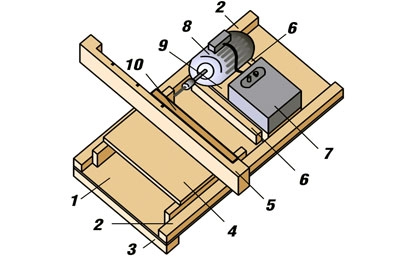
Я сконструировал для этого специальный станок. Изготовил его из фанеры толщиной 10 мм и деревянных брусков сечением 20х30 мм (рис.).
К основанию станка 1 из листа фанеры саморезами прикрепил продольные бруски 2, направляющие движение столика 4 с держателем 5 планки 10, и поперечные бруски 6, фиксирующие площадку 9 с электромотором 8 и пускателем 7.
К нижней части основания крепится поперечный брусок 3, ограничивающий перемещение станка по столу во время работы.
Держатель представляет собой брусок с гнездом глубиной 10 мм и шириной 5 мм, в которое вкладываю боковую планку рамки.
Во время сверления планку удерживаю пальцами и надвигаю столик на вращающееся сверло.
После того как отверстие просверлено, столик с держателем и планкой возвращаю в исходное положение. Планку передвигаю на необходимое расстояние и делаю новое отверстие, причем первое и последнее сверлю в крайнем правом и крайнем левом положении планки, где она фиксируется упорами, а промежуточные — по меткам, к которым сдвигается планка.
Электромотор с пускателем, закрепленные на отдельной площадке, устанавливаю на основание непосредственно перед работой.
Если нужно просверлить отверстия в боковых планках шириной более 25 мм, можно подложить под площадку с мотором картонные листы, чтобы сверло приподнялось на необходимую высоту и оказалось на уровне центра планки.
Мощность электромотора 50 Вт, диаметр сверла 1,0–1,5 мм. Производительность станка: по четыре отверстия в 250–300 боковых планках за один час.
М.И.БУЗОВЕРОВ
г. Ульяновск

Сохранность местных пород - ответственно…
нояб 5, 2015
Ройливость пчел типа «Приокский»…
июль 17, 2014
Не спешите перенимать чужой опыт…
нояб 3, 2014
Пищевая ценность сахара и меда…
фев 1, 2015
Замена сотов
сен 21, 2014
Биологическая продуктивность генофонда м…
авг 21, 2014
Влияние препарата на основе хитозана на …
окт 5, 2016
Заметки о прошедшем сезоне…
янв 1, 2016
Календарь пчеловода. Апрель…
апр 2, 2019
Не надо беспокоиться
нояб 11, 2015
Снятие роев (3)
мая 3, 2015
Получение прополиса на пасеке…
янв 31, 2015
Организация племенной пасеки в Новосибир…
нояб 9, 2014
Препарат «Муравьинка» для лечения варроа…
фев 14, 2015
«Обман» роя
июнь 17, 2015









 Адрес редакции журнала "Пчеловодство":
Адрес редакции журнала "Пчеловодство":



